Description
Lignite coal mineral activated carbon (granular)
Raw material for fueled coal: Lignite ore (lignite)
Particle size range (mesh size): 8×30
Presentation: 25 kg bags, Super bags of 500 kg.
Applications:
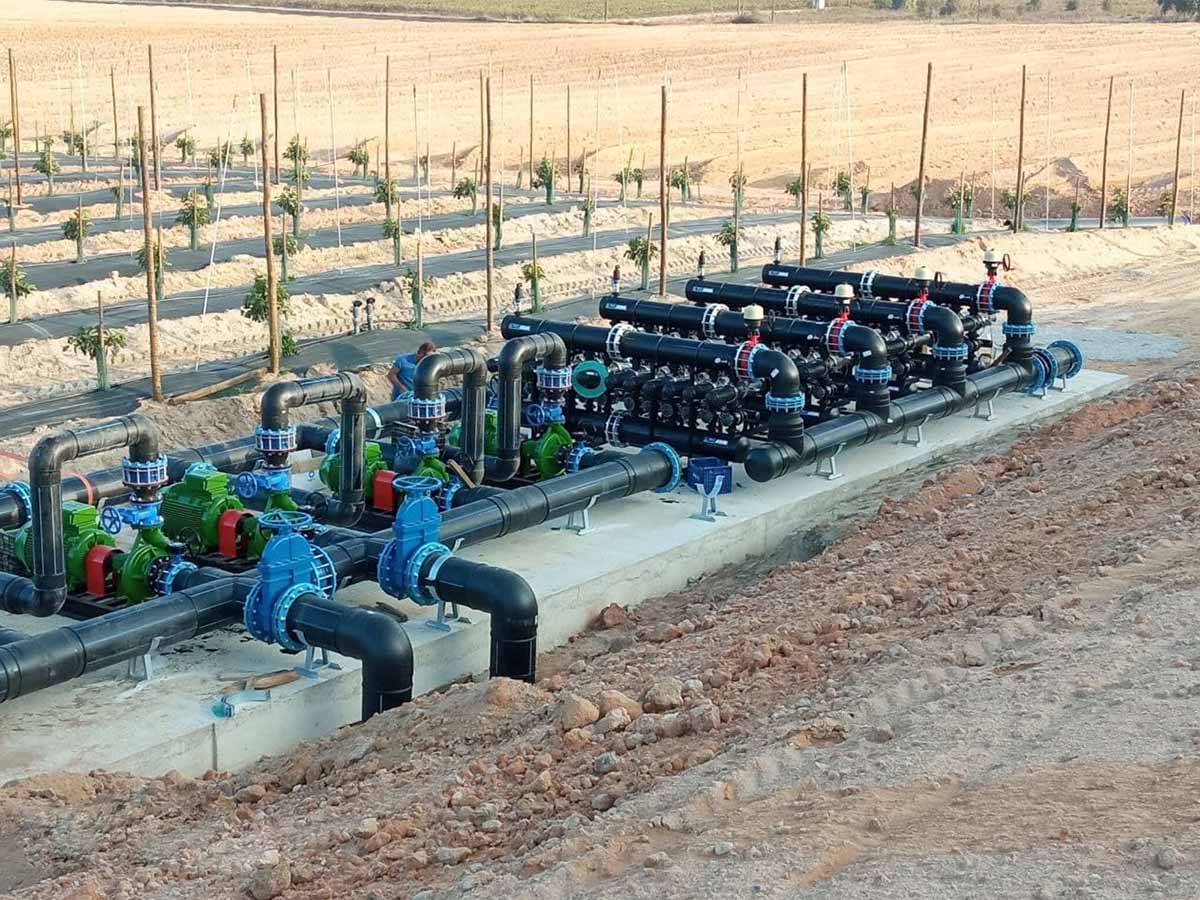
- Tertiary wastewater treatment
- Discoloration of liquids
- Retention of organic contaminants
Gama L is manufactured from lignite, also called brown coal. It is a carbon with lower hardness than bituminous activated carbon, which generates larger pores and is therefore suitable for larger molecules such as colored ones.
It has a wide range of pores – from 2 to 50 nanometers – with the difference that the percentage of pores close to 50 nm is higher.
This property allows it to be used to purify fluids containing strong color-causing compounds of various molecular sizes.
Gama L has a lower density than bituminous and coconut shell coals. With this feature, backwashing requires less water flow to expand the carbon bed. Therefore, the energy consumption used in this operation is lower.
Lignite coal activated carbon for water treatment, produced by steam activation. This grade is manufactured specifically for applications requiring rapid adsorption in percolation columns.
Lignite-based activated carbon 8×30 is a general-purpose granular carbon grade used in a variety of applications, such as purification of fine chemicals and foodstuffs.